
和和热熔胶帮您全面解析胶黏剂粘接强度

粘接结构在使用时,总是要求具有最佳的力学性能,目前评定粘接体系性能优劣的主要指标是粘接强度。粘接强度是指在外力作用下,使粘接件中的与被粘物界面或其邻近处发生破坏需要的应力,粘接强度又称胶接强度。
粘接要有粘合力,但通常评价粘结体系力学性能的指标是粘接强度而不是粘合力,因为粘合力无法以破坏形式测得。粘接强度是粘结体系破坏时所需要的应力,其大小不仅取决于粘合力、胶黏剂的力学性能、被粘物的性质、粘结工艺,而且还与接头形式、受力情况(种类、大小、方向、频率)、环境因素(温度、湿度、压力、介质)和测试条件、实验技术等有关。由此可见,粘合力只是决定粘接强度的重要因素之一,所以粘接强度和粘合力是两个意义完全不同的概念。绝不能混为一谈,更不能相提并论。
由于实际的粘接强度受多种因素的影响,因此就无法用给定的强度数据直接推测粘接体系的粘接强度,这是必须注意的,也就是说不能将胶黏剂的强度与实际粘接强度等同视之,但从两者的区别可以找出粘接中存在的问题和原因。
粘接接头在外力作用下胶层所受的力,可以归纳为剪切、拉伸、不均匀扯离和剥离4种形式:
剪切:外力大小相等、方向相反,基本与粘结面平行,并均匀分布在整个粘结面上。
拉伸:亦均匀扯离,受到方向相反拉力作用,垂直于粘结面,并均匀分布在整个粘接面上。
不均匀扯离:也叫劈裂,外力作用的方向虽然也垂直于粘结面,但是分布不均匀。
剥离:外力作用方向与粘结面形成一定的角度,基本分布在粘接面的一条直线上。
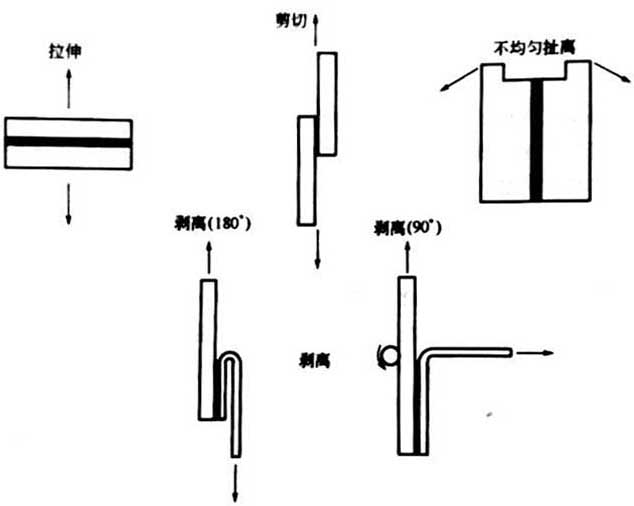
上述4种力,在同一粘接体系中很可能有几种力同时存在,只是何者为主的问题例如在拉伸剪切时除剪切力外还含有拉伸力和剥离力。
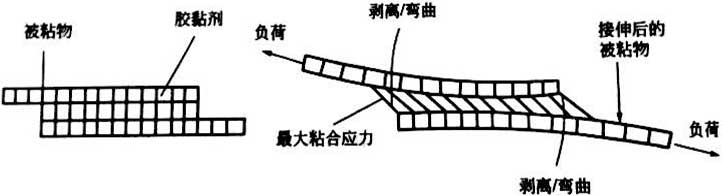
实际受力搭接接头
根据粘接接头受力情况不同,粘接强度具体可分为剪切强度、拉伸强度、剥离强度、不均匀扯离强度、压缩强度、冲击强度、弯曲强度、扭曲强度、疲劳强度、蠕变强度等。对热熔胶来说,主要是测定前三类粘接强度。
1剪切强度
剪切强度也叫抗剪强度,指粘接件破坏时,单位粘结面积所能承受的平行于粘接表面的最大载荷。 剪切强度按测试时的受力方式又分为拉伸剪切、压缩剪切、扭转剪切和弯曲剪切等。

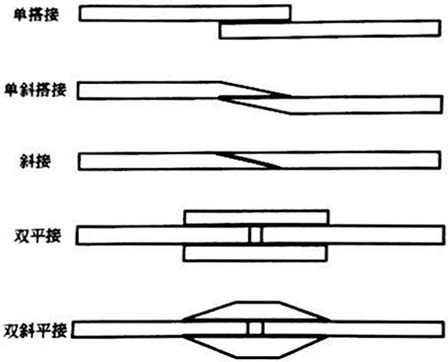
剪切的接头形式又可分为单搭接、双斜平接、双平接、斜接、单斜搭接剪切形式等。
通常给出的剪切强度数据都是单搭接拉伸剪切强度。压缩剪切多用于较厚材料粘接测定。扭转剪切只发生完全剪切,而无扯离,受试样大小和胶层厚度的影响很小,比拉伸剪切和压缩剪切优越的多,宜用于代替螺接和螺栓固定的强度测定。
剪切强度受被粘物性质和厚度、胶黏剂性能和胶层厚度、搭接长度、测试条件等影响。一般来说,被粘物的弹性模量越大、试样越厚,剪切强度就越高。例如粘接合金铝的剪切强度就比钢低。剪切强度随被粘物厚度的增加而提高。

不同性能的胶黏剂,剪切强度亦不同,在一般情况下,韧性胶黏剂比柔性胶黏剂的剪切强度大。大量测试表明,胶层厚度越薄,剪切强度越高。
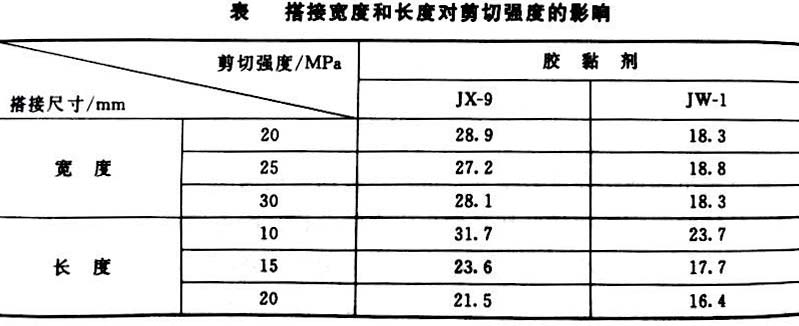
已经确定,剪切强度与搭接宽度无关,增加搭接宽度仅仅是提高承载能力,但剪切强度随搭接长度的增加而降低。
测试条件影响最大的是环境温度和试验速度,随着温度升高剪切强度下降,随着试验速度的减慢剪切强度降低,这说明温度和速度具有等效关系,即提高测试温度相当于降低加载速度。
2拉伸强度
拉伸强度又称均匀扯离强度、正拉强度,是指粘结件受力破坏时,单位面积所承受的使试样拉伸至断裂时的最大拉伸应力。
因为拉伸比剪切受力均匀的多,所以一般胶黏剂的拉伸强度都比剪切强度高很多。在实际测定时,试件在外力作用下,由于胶黏剂的变形比被粘物大,加之外力作用的不同轴性,很可能产生剪切,也会有横向压缩,因此在扯断时就不可能出现同时断裂。若能增加试样的长度和减小粘接面积,便可降低扯断时剥离的影响,使应力作用的更加均匀。弹性模量、胶层厚度、试验温度和加载速度对拉升强度的影响基本与剪切强度相似。
3剥离强度
剥离强度是在规定的剥离条件下,使粘接件分离时单位宽度所能承受的最大载荷,是衡量线受力能力的。 剥离形式多种多样,一般可分为L型剥离、U型剥离、T型剥离和曲面剥离。
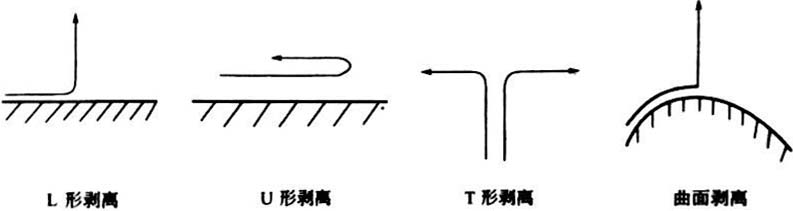
随着剥离角度的改变,剥离形式也发生变化。当剥离角小于或等于90°时为L型剥离,大于90°或等于180°时为U型剥离。这两种形式适合刚性材料和挠性材料粘接的剥离。T型剥离用于两种挠性材料之间的剥离。
剥离强度受试件宽度和厚度、胶层厚度、剥离速度、剥离角度等因素的影响。金属试件的宽度对剥离强度无影响,而挠性材料则不同。例如橡胶伸长变形比较大,相当于剥离界面处的宽度减小,会引起边缘应力集中,而使得剥离强度降低。为了避免这种影响可将橡胶衬布,试验测的衬布比不衬布测得的剥离强度要高,在橡胶薄的试件中表现更为明显,这是因为橡胶衬布者,伸长变形减小,有效剥离宽度较大,剥离界面的分布比较均匀。所以衬布能够比较准确的反映剥离强度的真实结果。剥离强度随试件厚度的增加而提高,但厚度增加到一定程度之后便开始下降。

剥离强度随胶层的厚度增加而降低,其原因是胶层厚,伸长变形大,易引起应力集中,胶层厚产生的缺陷会增多,内应力也大。
在一定的拉伸速度范围内,剥离速度对金属与金属粘接的剥离影响不大,而橡胶与金属粘接的剥离强度则随剥离速度的增大而提高。
一般剥离强度随剥离角的增大而下降,180°时最小。但也有人认为,随剥离角增大,剥离强度由大减小,此后又增大,最小值位于90°剥离角附近。当剥离角为零时则由剥离转变为剪切。
版权所有:和和热熔胶转载请说明出处!






 官方抖音
官方抖音 公众号二维码
公众号二维码